





PLM4020 Gantry кыймылдуу CNC плита бургулоочу машинасы




(1) Машинанын рамкасынын корпусу жана кайчылаш устун ширетилген конструкцияда, жетиштүү эскирген жылуулук менен иштетилгенден кийин, абдан жакшы тактык менен жасалган. Жумушчу стол, туурасынан кеткен жылма стол жана рама баары чоюндан жасалган.

(2) X огундагы эки тараптын кош серво айдоо системасы порталдын параллелдүү так кыймылын жана Y огунун жана X огунун жакшы тик бурчтуулугун камсыздайт.
(3) Жумушчу стол бекитилген форманы, жогорку сапаттагы чоюнду жана өнүккөн куюу процессин колдонот, чоң көтөрүмдүүлүккө ээ.
(4) Жогорку катуулуктагы подшипник отургучу, подшипник биринин артынан экинчисине орнотуу ыкмасын колдонот, жогорку тактыктагы бурама менен атайын подшипник.
(5) Кубат башынын вертикалдык (Z огу) кыймылы жакшы тактыкка, жогорку титирөөгө туруктуулукка жана төмөн сүрүлүү коэффициентине ээ болгон, рамдын эки тарабында жайгашкан ролик сызыктуу багыттоочу жуптар менен башкарылат.
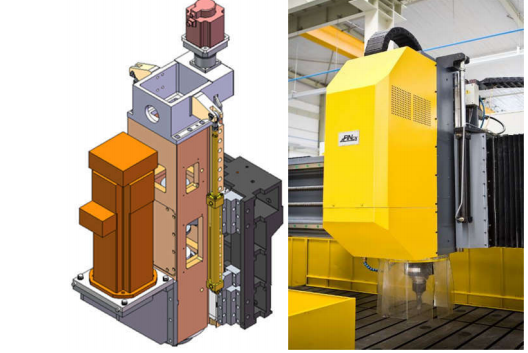
(6) Бургулоочу кубат кутучасы катуу тактыктагы шпиндель түрүнө кирет, ал Тайвань BT50 ички муздатуучу шпинделин колдонот. Шпиндель конусунун тешиги тазалоочу түзүлүшкө ээ жана цементтелген карбид ички муздатуучу бургулоону жогорку тактык менен колдоно алат. Шпиндель синхрондуу кур аркылуу жогорку кубаттуулуктагы шпиндель серво мотору менен башкарылат, кыскартуу коэффициенти 2.0, шпиндельдин ылдамдыгы 30~3000 айн/мин жана ылдамдык диапазону кеңири.

(7) Машина жумушчу столдун эки тарабында эки жалпак чынжырлуу чиптерди кетиргичти колдонот. Темир чиптери жана муздаткыч чиптерди кетиргичте чогултулат. Темир чиптери чип ташуучуга ташылат, бул чиптерди кетирүү үчүн абдан ыңгайлуу. Муздаткыч кайра иштетилет.

(8) Машина эки түрдүү муздатуу ыкмасын сунуштайт - ички муздатуу жана тышкы муздатуу. Жогорку басымдагы суу насосу ички муздатуу үчүн керектүү муздатуучу суюктукту жогорку басым жана чоң агым менен камсыз кылуу үчүн колдонулат.

(9) Машина автоматтык майлоо системасы менен жабдылган, ал майлоочу майды ар бир бөлүктүн сызыктуу багыттоочу жуп жылдыруучу блогуна, шар винт жуп бурама гайкасына жана тоголок подшипникке үзгүлтүксүз куюп, эң жетиштүү жана ишенимдүү майлоону камсыз кылат.
(10) Машинанын эки тарабындагы X огунун багыттоочу рельстери дат баспас болоттон жасалган коргоочу капкактар менен жабдылган, ал эми Y огунун багыттоочу рельстери ийкемдүү коргоочу капкактар менен орнотулган.
(11) Станок ошондой эле тегерек даяр бөлүктөрдүн жайгашуусун жеңилдетүү үчүн фотоэлектрдик четин аныктоочу түзүлүш менен жабдылган.
(12) Станок толук коопсуздук каражаттары менен долбоорлонгон жана орнотулган. Эксплуатациялоо жана тейлөө кызматкерлеринин коопсуздугун камсыз кылуу үчүн, габариттик устун басуучу платформа, тосмо жана колоннанын капталына чыгуучу тепкич менен жабдылган. Негизги валдын айланасына тунук жумшак ПВХ тилке капкагы орнотулган.
(13) CNC системасы күчтүү функцияларга ээ Siemens 808D же Fagor 8055 менен жабдылган. Иштөө интерфейсинде адам менен машинанын диалогу, катаны компенсациялоо жана автоматтык сигнализация функциялары бар. Система электрондук руль менен жабдылган, аны иштетүү оңой. Көчмө компьютер менен жабдылган CAD-CAM автоматтык программалоону жогорку компьютердик программа орнотулгандан кийин ишке ашырууга болот.

| Буюм | Аты | Баалуулук |
|---|---|---|
| Максималдуу плитанын өлчөмү | У x У | 4000×2000 мм |
| Максималдуу плитанын өлчөмү | Диаметри | Φ2000 мм |
| Максималдуу плитанын өлчөмү | Максималдуу калыңдыгы | 200 мм |
| Жумушчу стол | T оюгунун туурасы | 28 мм (стандарттык) |
| Жумушчу стол | Жумушчу столдун өлчөмү | 4500x2000 мм (Узундугу x Туурасы) |
| Жумушчу стол | Жүктөө салмагы | 3 тонна/м³ |
| Бургулоочу шпиндель | Максималдуу бургулоо диаметри | Φ60 мм |
| Бургулоочу шпиндель | Максималдуу таптоо диаметри | M30 |
| Бургулоочу шпиндель | Бургулоочу шпиндельдин штангасынын узундугу жана тешиктин диаметри | ≤10 |
| Бургулоочу шпиндель | RPM | 30~3000 айн/мүнөт |
| Бургулоочу шпиндель | Шпинделдик лентанын түрү | BT50 |
| Бургулоочу шпиндель | Шпиндель моторунун кубаттуулугу | 22 кВт |
| Бургулоочу шпиндель | Максималдуу момент (n≤750 айн/мин) | 280 Нм |
| Бургулоочу шпиндель | Шпиндельдин түбүнөн жумушчу столдун бетине чейинки аралык | 280~780 мм (материалдын калыңдыгына жараша жөнгө салынат) |
| Гантри узунунан кеткен кыймылы (X огу) | Макс. Саякат | 4000 мм |
| Гантри узунунан кеткен кыймылы (X огу) | X огу боюнча кыймыл ылдамдыгы | 0~10м/мүн |
| Гантри узунунан кеткен кыймылы (X огу) | X огу боюнча серво моторунун кубаттуулугу | 2×2,5 кВт |
| Шпиндельдин туурасынан кеткен кыймылы (Y огу) | Макс. Саякат | 2000 мм |
| Шпиндельдин туурасынан кеткен кыймылы (Y огу) | Y огу боюнча кыймыл ылдамдыгы | 0~10м/мүн |
| Шпиндельдин туурасынан кеткен кыймылы (Y огу) | Y огу боюнча серво моторунун кубаттуулугу | 1,5 кВт |
| Шпиндельди берүү кыймылы (Z огу) | Макс. Саякат | 500 мм |
| Шпиндельди берүү кыймылы (Z огу) | Z огу менен камсыздоо ылдамдыгы | 0~5м/мүн |
| Шпиндельди берүү кыймылы (Z огу) | Z огу боюнча серво моторунун кубаттуулугу | 2 кВт |
| Позициялоо тактыгы | X огу, Y огу | 0.08/0.05 мм/толук жүрүш |
| Кайталануучу позициялоо тактыгы | X огу, Y огу | 0.04/0.025 мм/толук жүрүш |
| Гидравликалык система | Гидравликалык насостун басымы/Агым ылдамдыгы | 15 МПа /25 л/мүн |
| Гидравликалык система | Гидравликалык насостун моторунун кубаттуулугу | 3,0 кВт |
| Пневматикалык система | Кысылган аба басымы | 0,5 МПа |
| Калдыктарды алып салуу жана муздатуу системасы | Калдыктарды алып салуунун түрү | Плита чынжыры |
| Калдыктарды алып салуу жана муздатуу системасы | Сыныктарды алып салуу номерлери | 2 |
| Калдыктарды алып салуу жана муздатуу системасы | Сыныктарды алып салуу ылдамдыгы | 1м/мүн |
| Калдыктарды алып салуу жана муздатуу системасы | Мотордун күчү | 2×0,75 кВт |
| Калдыктарды алып салуу жана муздатуу системасы | Муздатуу жолу | Ички муздатуу + Тышкы муздатуу |
| Калдыктарды алып салуу жана муздатуу системасы | Максималдуу басым | 2 МПа |
| Калдыктарды алып салуу жана муздатуу системасы | Максималдуу агым ылдамдыгы | 50 л/мүн |
| Электрондук система | CNC башкаруу системасы | Siemens 808D |
| Электрондук система | CNC окторунун номерлери | 4 |
| Электрондук система | Жалпы кубаттуулук | Болжол менен 35 кВт |
| Жалпы өлчөм | Узундугу×Кеңдиги×Б | Болжол менен 10×7×3м |
| Жок. | Аты | Бренд | Өлкө |
|---|---|---|---|
| 1 | Роликтүү сызыктуу жол көрсөткүч рельс | Хайвин | Кытай Тайвань |
| 2 | CNC башкаруу системасы | Siemens/ Fagor | Германия/Испания |
| 3 | Серво моторун жана серво айдоочусун азыктандыруу | Siemens/Panasonic | Германия/Жапония |
| 4 | Так шпиндель | Спинтех/Кентурн | Кытай Тайвань |
| 5 | Гидравликалык клапан | Юкен/Жастмарк | Жапония/Кытай Тайвань |
| 6 | Май насосу | Жастмарк | Кытай Тайвань |
| 7 | Автоматтык майлоо системасы | Херг/БИЖУР | Жапония/Америка |
| 8 | Баскыч, индикатор, төмөнкү чыңалуудагы электрондук компоненттер | ABB/Шнайдер | Германия/Франция |
| Жок. | Аты | Өлчөмү | Сан |
|---|---|---|---|
| 1 | Оптикалык четин тапкыч | 1 даана | |
| 2 | Ички алты бурчтуу ачкыч | 1 комплект | |
| 3 | Аспап кармагыч жана тартуу шпилькасы | Φ40-BT50 | 1 даана |
| 4 | Аспап кармагыч жана тартуу шпилькасы | Φ20-BT50 | 1 даана |
| 5 | Запастык боёктор | – | 2 челек |
1. Электр менен камсыздоо: 3 фазалуу 5 линия 380+10%V 50+1HZ
2. Кысылган аба басымы: 0.5MPa
3. Температура: 0-40℃
4. Нымдуулук: ≤75%
Продукциялардын категориялары
-

S8F рамкалуу кош шпиндельдүү CNC бургулоочу машина
-

PPJ153A CNC жалпак тилкелүү гидравликалык тешүү жана алкак...
-

U-формасындагы нурлар үчүн PUL CNC 3 тараптуу тешүүчү машина...
-

BS750 FINCM эки тилкелүү CNC устун тилкесин араалоо ...
-
BL1412 CNC бурчтуу болоттон жасалган тешүүчү кесүүчү машина
-

Болот плиталары үчүн CNC бургулоочу станок