



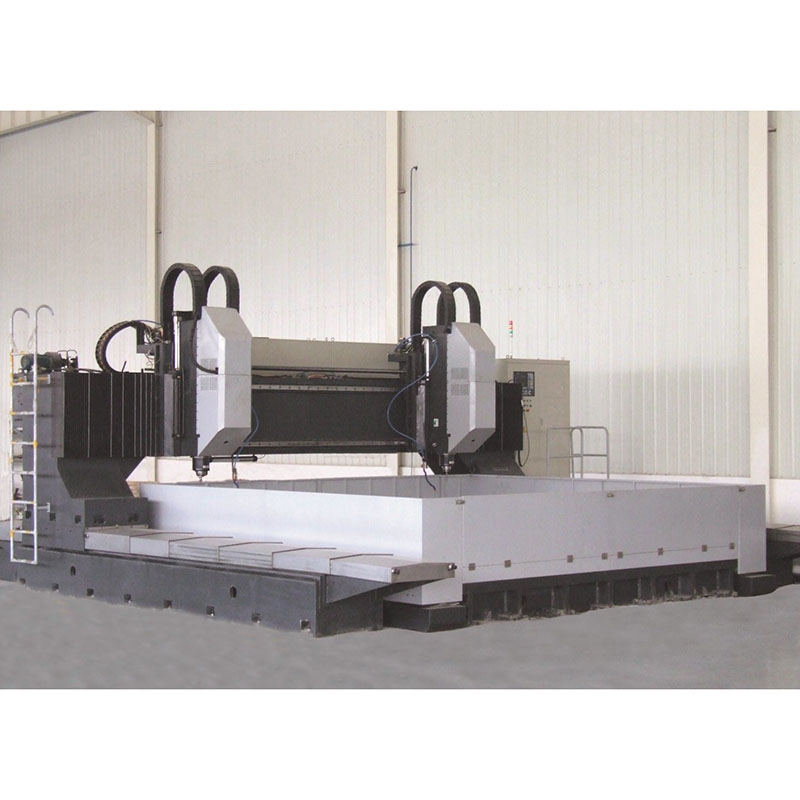



PLM сериясындагы CNC Gantry мобилдик бургулоо машинасы




| Iубакыт | Nаме | параметр | |||
| PLM3030-2 | PLM4040-2 | PLM5050A-2 | PLM6060-2 | ||
| Максималдуу иштетүүматериалөлчөм | Узундугу х туурасы | 3000*3000 мм | 4000×4000 мм | 5000×5000 мм | 5000×5000 мм |
| Иштетилген плитанын максималдуу калыңдыгы | 250 мм, 380 мм чейин масштабдалышы мүмкүн | ||||
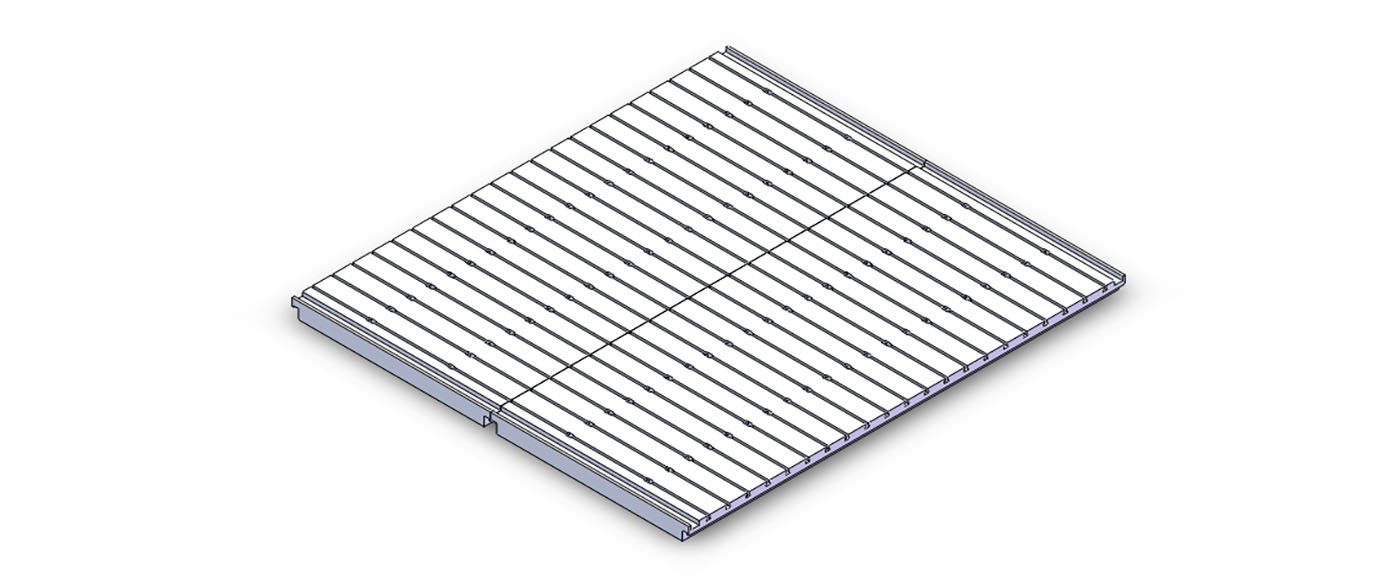
| Жумушстол | Жумушчу столдун өлчөмү | 3500×3000 мм | 4500×4000 мм | 5500×4000 мм | 5500×4000 мм |
| Т-формасындагы оюктун туурасы | 28 мм | ||||
| Lжүк көтөрүүчү | 3tондор/㎡ | ||||
| БургулооШпиндель | Максималдуубургулоотешиктин диаметри | φ60 мм | |||
| Максималдуу катышКуралдын узундугу жана тешиктин диаметри | ≤10(Таажыкарбидбургулоо) | ||||
| ШпиндельRPM | 30-3000 айн/мүн | ||||
| Шпиндель конус | BT50 | ||||
| Шпиндель моторунун кубаттуулугу | 2×22кВт | ||||
| Максималдуу шпиндель моментиn≤750 айн/мүнөт | 280 Нм | ||||
| Төмөнкү четинен бетине чейинки аралыкшпиндельжумушчу столго | 280—780 мм (Төмөнкүгө ылайык тууралооматериалкалыңдыгы) | ||||
| Гантринин узунунан кеткен кыймылы (x огу) | Максималдуу жүрүш | 3000 мм | 4000 мм | 5000 мм | |
| X огунун кыймыл ылдамдыгы | 0—8м/мүн | ||||
| X огундагы серво моторунун кубаттуулугу | 2×2,7кВт | ||||
| Pпозициялоо тактыгы | X огу,Y огу | 0.06 мм/ бүтүнсокку | 0.08 мм/ бүтүнсокку | 0.10 мм/ бүтүнсокку | |
| Кайталап жайгаштыруу тактыгы | X огу,Y огу | 0,035mm/ бүтүнсокку | 0.04 мм/ бүтүнсокку | 0.05 мм/ бүтүнсокку | |
| Гидравликалык система | Гидравликалык насостун басымы / агымы | 15 МПа /25 л/мүн | |||
| Гидравликалык насостун моторунун кубаттуулугу | 3,0 кВт | ||||
| Пневматикалык система | Аба менен камсыздоо басымы | 0,5 Мpa | |||
| Чиптерди алып салуу жана муздатуу | Чип конвейеринин түрү | Жалпак чынжыр | |||
| Чип конвейеринин саны | 2 | ||||
| Чипти алып салуу ылдамдыгы | 1м/мүн | ||||
| Чип конвейеринин моторунун кубаттуулугу | 2×0,75 кВт | ||||
| Муздатуу режими | Ички муздатуу + тышкы муздатуу | ||||
| Максималдуу басым | 2 МПа | ||||
| Максималдуу агым | 2×50л/мүнөт | ||||
| Электр системасы | ЧПУ | Siemens 828D | |||
| ЧПУокСан | 6 | ||||
| Жалпы мотор кубаттуулугу | Болжол менен 75 кВт | ||||
| Станоктун жалпы өлчөмдөрү | Узундугу × Туурасы × Бийиктиги | Жөнүндө 8м×8м×3м | Жөнүндө9м×9м×3м | Жөнүндө10м×10м×3м | Жөнүндө10м×10м×3м |
| Станоктун жалпы салмагы | Болжол менен 32т | Жөнүндө40t | Жөнүндө48t | ||
1. Бул машина негизинен керебет жана мамыча, устун жана горизонталдуу жылма стол, вертикалдуу кочкор тибиндеги бургулоочу кубат кутусу, жумушчу стол, чип конвейери, гидравликалык система, пневматикалык система, муздатуу системасы, борборлоштурулган майлоо системасы, электр системасы ж.б.дан турат.

2. Жогорку катуулуктагы подшипниктин негизи, подшипник жогорку тактыктагы атайын бурама подшипникти колдонот. Өтө узун орнотуучу негиздин бети октук катуулукту камсыз кылат. Подшипник бекитүүчү гайка менен алдын ала тартылат жана жетектөөчү бурама алдын ала тартылат. Созулуунун көлөмү жетектөөчү бураманын жылуулук деформациясына жана узарышына жараша аныкталат, бул жетектөөчү бураманын температура көтөрүлгөндөн кийин жайгаштыруу тактыгынын өзгөрүшүнө жол бербейт.
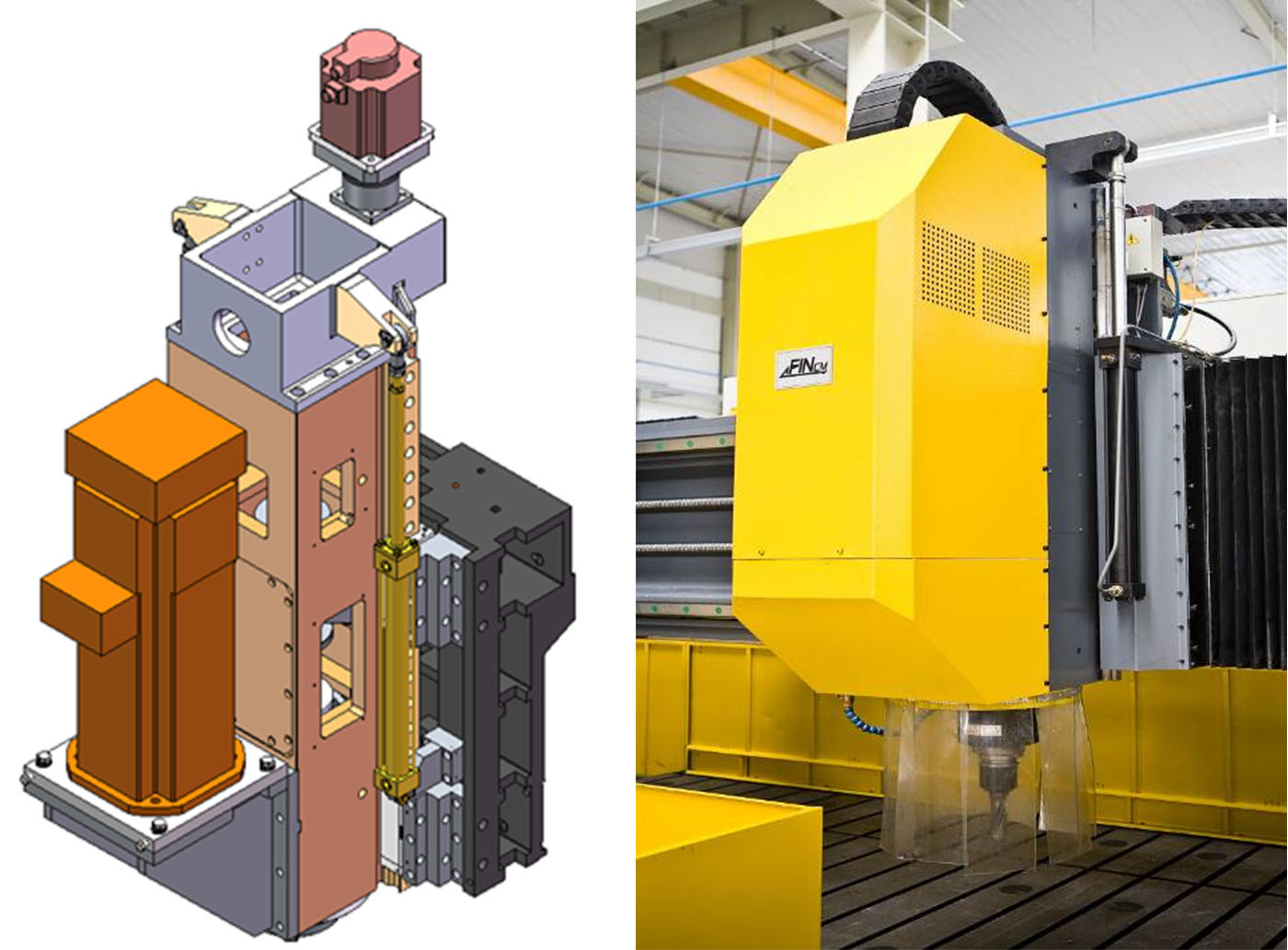
Бургулоо жана фрезерлөөчү кубаттуу баш
3. Кубат башынын вертикалдык (Z огу) кыймылы жакшы жетектөө тактыгына, жогорку титирөөгө туруктуулугуна жана төмөн сүрүлүү коэффициентине ээ болгон, рамга жайгаштырылган бир жуп сызыктуу ролик жетектөөчүлөрү тарабынан башкарылат. Шарик винттүү жетек жогорку берүү күчү бар тактыктагы планетардык редуктор аркылуу серво мотор менен башкарылат.
4. Бул машина жумушчу столдун эки тарабында эки жалпак чынжырлуу чип конвейерлерин колдонот. Темир чиптери жана муздаткыч чип конвейеринде чогултулат, ал эми темир чиптери чип конвейерине ташылат, бул чиптерди алып салуу үчүн абдан ыңгайлуу; муздаткыч кайра иштетилет.
5. Бул машина эки муздатуу ыкмасын камсыз кылат — ички жана тышкы муздатуу, алар шайманды жетиштүү майлоону жана муздатууну камсыз кылат жанаматериалчип кесүү учурунда, бул жакшыраак кепилдик беретбургулоосапаты. Муздатуу кутучасы суюктуктун деңгээлин аныктоо жана сигнализация компоненттери менен жабдылган, ал эми стандарттуу муздатуу басымы 2 МПа.
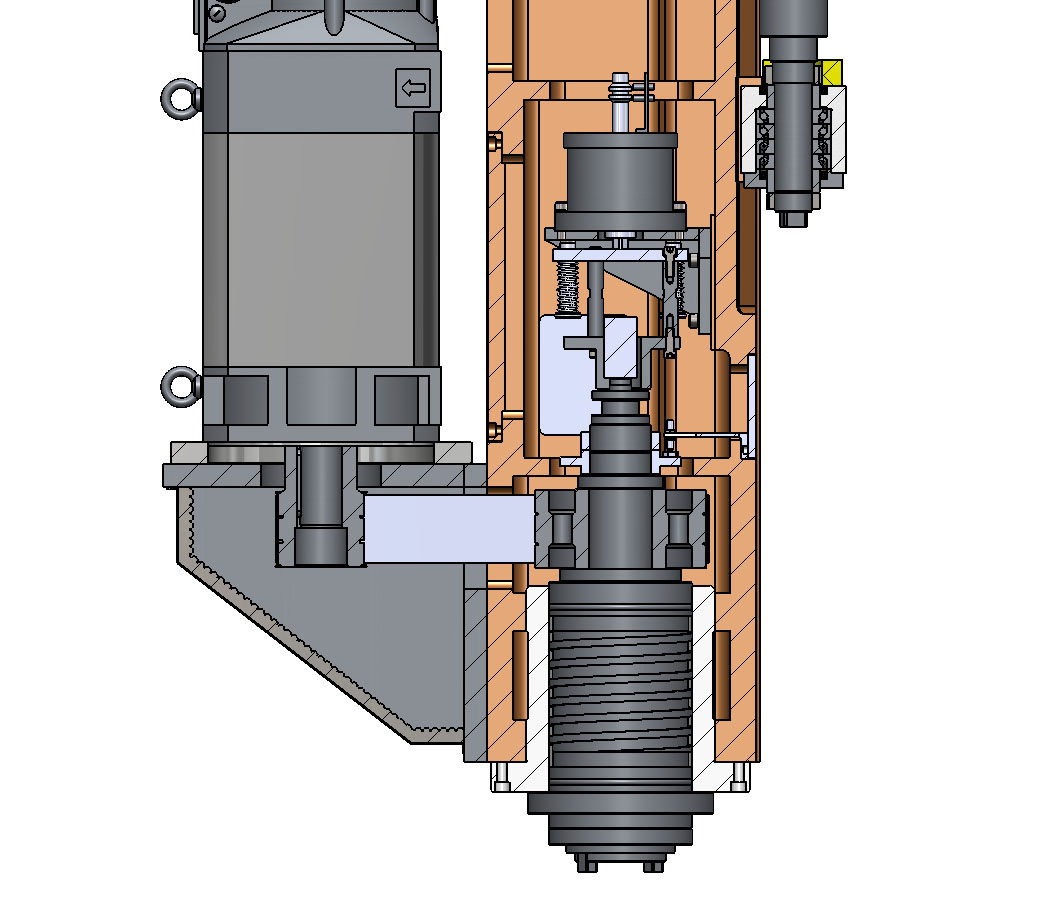
Так шпиндель
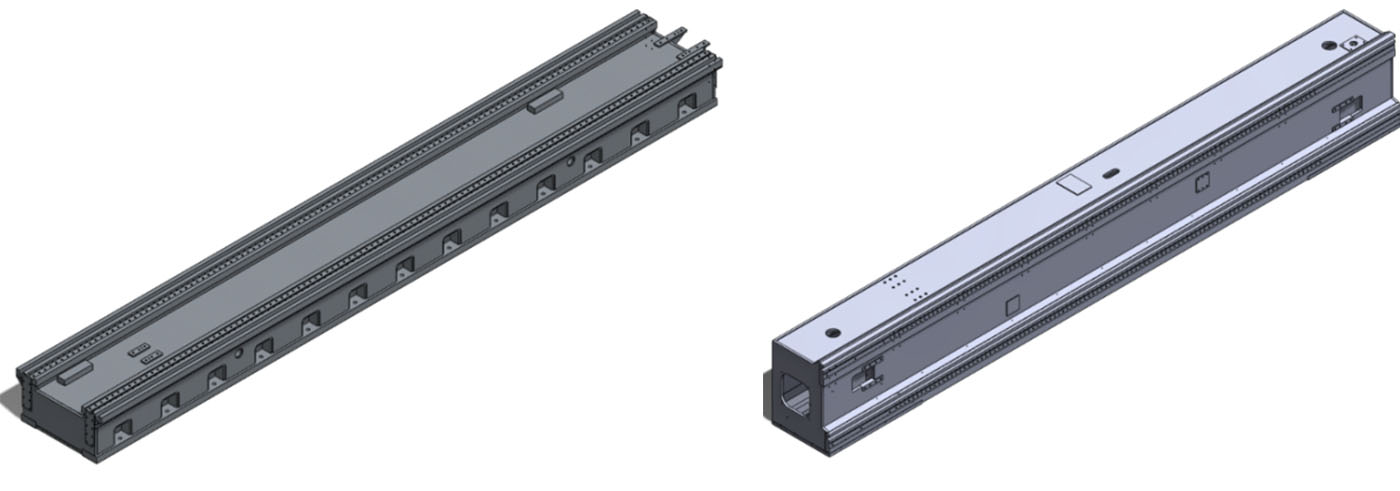
6. Машинанын эки тарабындагы X огунун багыттоочу рельстери дат баспас болоттон жасалган коргоочу капкактар менен жабдылган, ал эми Y огунун багыттоочу рельстери эки учунда ийкемдүү коргоочу капкактар менен жабдылган.

Чип конвейери
Муздаткыч түзмөк
Автоматтык майлоочу түзүлүш
7. Бул машина ошондой эле тегерек пластинаны жайгаштырууну жеңилдетүү үчүн фотоэлектрдик четин издегич менен жабдылган.

Siemens CNC системасы
| ЖОК. | Аты | Бренд | Өлкө |
| 1 | Сызыктуу жол көрсөткүч | HIWIN же PMI | Тайвань, Кытай |
| 2 | CNC башкаруу системасы | Siemens | Германия |
| 3 | Серво мотору жана айдоочусу | Siemens | Германия |
| 4 | Так шпиндель | KENTURN же SPINTECH | Тайвань, Кытай |
| 5 | Гидравликалык клапан | ЮКЕН ЖЕ ЖАСТАҢКАР | Жапония |
| 6 | Май насосу | Жастмарк | Тайвань, Кытай |
| 7 | Автоматтык майлоо системасы | БИЖУР ЖЕ ХЕРГ | АКШ же Япония |
| 8 | Баскычтар, индикатор чырактары жана башка негизги электр компоненттери | ШБЕЙДЕР/АББ | Франция / Германия |
Эскертүү: Жогорудагы жеткирүүчү биздин стандарттуу жеткирүүчүбүз. Эгерде жогорудагы жеткирүүчү кандайдыр бир өзгөчө кырдаалда компоненттерди жеткире албаса, ал башка бренддин ошол эле сапаттагы компоненттери менен алмаштырылышы мүмкүн.



Компаниянын кыскача профили  Завод жөнүндө маалымат
Завод жөнүндө маалымат  Жылдык өндүрүш кубаттуулугу
Жылдык өндүрүш кубаттуулугу  Соода мүмкүнчүлүгү
Соода мүмкүнчүлүгү 
