







PD16C Эки столдуу гантри мобилдик CNC плита бургулоочу машинасы




| Буюм | Параметрдин аталышы | Параметрдин мааниси |
| Тарелкаөлчөм | Тарелкакабатталуунун калыңдыгы | Макс.80 мм |
| Туурасы*узундугу | 1000мм×1650мм 1 даана | |
| 825мм×1000мм 2 даана | ||
| 500мм×825мм 3 даана | ||
| Бургулоо диаметри | Φ12мм-Φ50мм | |
| Өзгөрмөлүү ылдамдык ыкмасы | Инвертордук тепкичсиз ылдамдыкты өзгөртүү | |
| Айлануу ылдамдыгы(RPM) | 120-560 айн/мүн | |
| Түрмөк иштетилүүдө | Гидравликалык тепкичсиз ылдамдыкты жөнгө салуу | |
| Тарелкакысуу | Кысуунун калыңдыгы | 15-80 мм |
| Кысуучу цилиндрлердин саны | 12个 | |
| Кысуучу күч | 7.5KN | |
| Мотор | Шпиндел мотору | 5,5 кВт |
| Гидравликалык насостук мотор | 2.2 кВт | |
| Чип конвейеринин мотору | 0,4 кВт | |
| Муздатуучу насостун мотору | 0,25 кВт | |
| X огу бар серво мотор | 1,5 кВт | |
| Y огундагы серво мотор | 1.0 кВт | |
| Машинанын өлчөмү | Узундугу*туурасы*бийиктикt | болжол менен 3160*3900*2780 мм |
| Уайт | Машина | болжол менен 4000 кг |
| Чиптерди алып салуу системасы | болжол менен 400 кг | |
| Инсульт | X огу | 1650 мм |
| Y огу | 1000 мм |
1. Бул машина негизинен керебеттен, порталдан, транспозиция столунан (кош стол), бургулоочу кубат башынан, гидравликалык системадан, башкаруу системасынан, борборлоштурулган майлоо системасынан, чиптерди алып салуу системасынан, муздатуу системасынан, тез алмаштыруучу патрондон ж.б. турат.
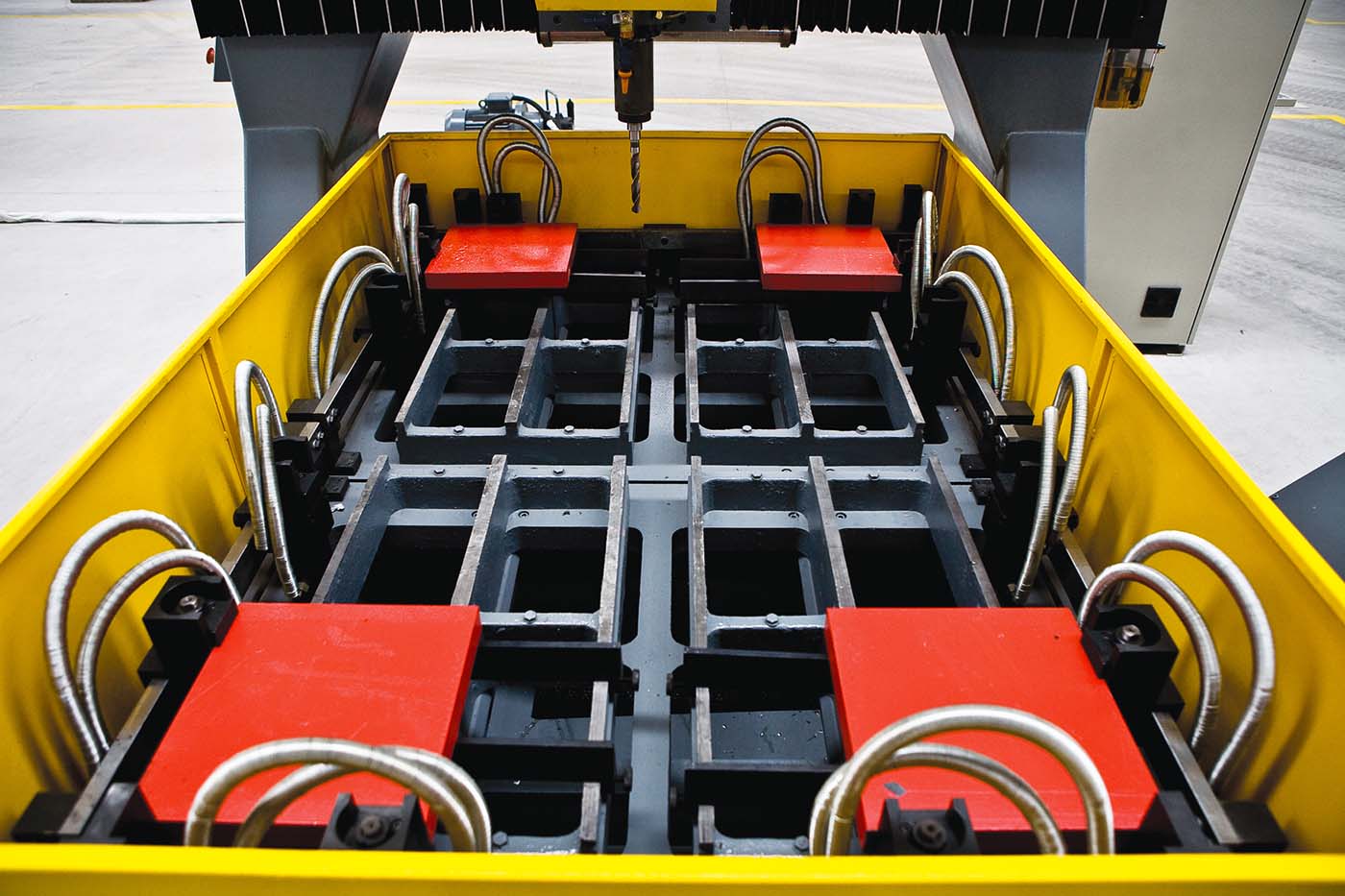
2. Бул машина туруктуу керебет жана кыймылдуу портал түрүндө иштейт. Порт, керебет жана жумушчу столдун баары ширетилген конструкциялар болуп саналат жана эскирүү менен иштетилгенден кийин тактык туруктуу болот. Пластина гидравликалык кыскычтар менен бекитилет, ал эми оператор бут которгучу менен башкарылат, бул ыңгайлуу жана эмгекти үнөмдөйт;


3. Бул машинанын 2 CNC огу бар: порталдын кыймылы (x огу); портал устунундагы бургулоочу күч башынын кыймылы (y огу). Ар бир CNC огу так сызыктуу тоголоктоо жетеги менен башкарылат, ал түздөн-түз AC серво мотору + шар бурама менен башкарылат. Ийкемдүү кыймыл жана так позициялоо.
4. Гидравликалык автоматтык башкаруучу соккулуу бургулоочу күч башы - бул биздин компаниянын патенттелген технологиясы. Колдонуудан мурун эч кандай параметрлерди орнотуунун кажети жок, ал эми алдыга тез айландыруу, алдыга иштөө жана артка тез айландыруунун ортосундагы конвертация электрогидравликанын айкалышкан аракети аркылуу автоматтык түрдө ишке ашырылат.
5. Бул станок функционалдык бөлүктөрүнүн жакшы майланышын камсыз кылуу, станоктун иштешин жакшыртуу жана анын иштөө мөөнөтүн узартуу үчүн кол менен иштетүүнүн ордуна борборлоштурулган майлоо системасын колдонот.
6. Башкаруу программасы биздин компания тарабынан өз алдынча иштелип чыккан программалануучу контроллер менен дал келген жогорку компьютердик программалоо программасын кабыл алат.



Компаниянын кыскача профили  Завод жөнүндө маалымат
Завод жөнүндө маалымат  Жылдык өндүрүш кубаттуулугу
Жылдык өндүрүш кубаттуулугу  Соода мүмкүнчүлүгү
Соода мүмкүнчүлүгү 
Продукциялардын категориялары
-

Болот плиталары үчүн PLD2016 CNC бургулоочу станок
-

PLD3030A жана PLD4030 Gantry мобилдик CNC бургулоочу ...
-

PD30B CNC плиталар үчүн бургулоочу станок
-

PDDL2016 типтеги акылдуу техникалык документ...
-

PLD7030-2 Gantry мобилдик CNC плита бургулоо машинасы
-

Болот плиталары үчүн PHD2020C CNC бургулоочу станок